饲料禁抗虽是利国利民的大好事,但必定会给畜禽养殖行业带来短期阵痛。应对无抗,养殖户能否找到质量有保障的饲料产品,来弥补无抗生素添加对动物身体机能上的影响?在普爱,高质量稳定的产品是普爱的核心,应对无抗,普爱早已做好准备!引进欧洲20多年的无抗经验,普爱目前大部分的饲料已经实现无抗生产,拥有稳定安全的无抗产品,这依赖于普爱强大的品控体系!
严把产品质量控制关键点,一抓到底,实现高质量安全稳定的产品。
严把原料关:原料作为饲料产品的基石,决定着产品的质量和成本。我们看看普爱是如何把控原料质量的!
1、制定严格的供应商评价体系

普爱在原料筛选方面制定了严格的供应商评价体系,并通过评估原料供应商风险与供应商签订生物安全承诺书的方式,降低原料不清洁的风险。
2、入场检验
为进一步确保入厂原料的安全,对原料采用全方位4级抽检方式:卸车前抽检(1级)+卸车中抽检(2级)+卸车后仓库抽检(3级)+使用前抽检(4级)。原料的入厂检验包括物理检验(外包装检查、色泽、气味、粒度、均匀性、流动性、有无结块、镜检等)和常规化学分析(微生物类、霉菌毒素类、重金属、其它有毒有害物质和抗营养因子等),特别地,在把控原料中霉菌毒素安全性检测方面,严格控制霉菌毒素量,主要检测黄曲霉毒素B1、赤霉烯酮、呕吐毒素等6种霉菌毒素的指标,把控霉菌毒素风险,保证原料优质。

3、库存原料质量控制

品管员每天做库存原料质量巡查,保持优良、整洁的原料储存条件。
4、原料投料前质量控制
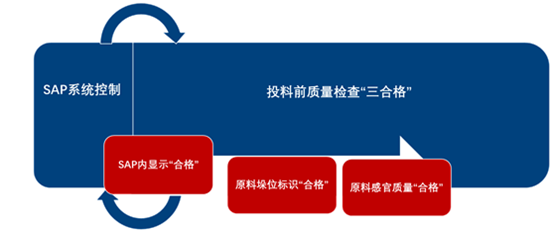
原料投料前质量检查“三合格”:SAP内显示“合格”、 原料垛位标识“合格”和 原料感官质量“合格”。
5、车间原料仓内质量检查

严把生产关
一流的生产设备

全套布勒设备:由丹麦知名机械专家Kim Sejr历时180天打造,汇集欧洲先进科技,融合DLG和瑞土布勒前端最新技术,在硬件上已实现全自动化。


一流的加工工艺
1、“0残留”的六大防控措施
(1)混合机及所有微量元素接触面均为304不锈钢材质;
(2)矿物质维生素仓顶投料;
(3)无药、有药固定单线生产,四台混合机;
(4)分配盘、提升机底座有自清功能;
(5)每一个原料仓、缓冲仓、成品仓都安装有自动控制气锤;
(6)单批减重式打包秤,且有自动气体清吹功能。
2、质量均匀的关键控制措施

3、不符合配方设计风险六大管控措施
(1)系统内自动分解配方;
(2)原料投料条码管控;
(3)微量自动配料系统,高精度传感器,超差自动停止配料;
(4)手工配料自动转盘条码扫描系统与WINCOS系统对接 ;
(5)系统有对设备故障自动提醒功能;
(6)严密的质量检测。

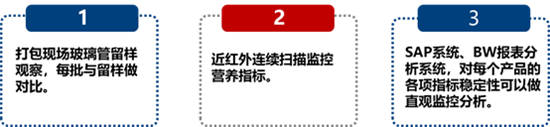
4、产品质量稳定性检测要点
从配方的导入和分解到成品打包均是全程自动化模式,从原料到成品全程可视操作,并做到一个养殖场一个配方的精细化生产。
严把检测关
普爱拥有先进的检测设备和检测技术,主要检测设备有:超级纯水机—美国Milli-Q、电子天平(万分之一级)梅特勒、纤维测定仪、定氮仪、原子吸收光谱仪(德国耶拿)、高效液相色谱仪 Waters、近红外扫描光谱仪、美国进口酶标仪、微生物检测室等。独立的饲料检测中心,化验员均持有中高级国家认定资格证书,饲料检测中心现可检项目为119+项(包括常规68+项,非常规51+项),并且根据原料及产品质量控制需求,有新项目持续开发能力。

每一批次原料入厂、投入生产前,产品生产完工后都会进行产品批次质量检测,并且还会定期或不定期的随机抽样检测。饲料运输出厂前,普爱会再次进行批次检测和随机抽样检测产品质量。
严格执行:产品100%检验合格才能放行!SAP系统控制产品“待检或不合格”均不能开票!
产品可追溯:设有留样室、SAP系统批次化管理,使买家可对产品全程追溯,生产透明化,安全看的见!

在普爱,我们每一位普爱人都深知“质量”这两个字的重量,更懂得“质量”就是集团赖以成长的生命力,把好质量关,无论什么时候都是普爱必须践行的基本准则。普爱只做好饲料不只是口号,而是我们践行20年绝不妥协的准则!